Yuhong Holding Group Co.,LTD

 |
| Place of Origin: | China |
| Brand Name: | YUHONG |
| Certification: | ABS, GL, DNV, NK, PED, AD2000, GOST9941-81, CCS, ISO 9001-2008 |
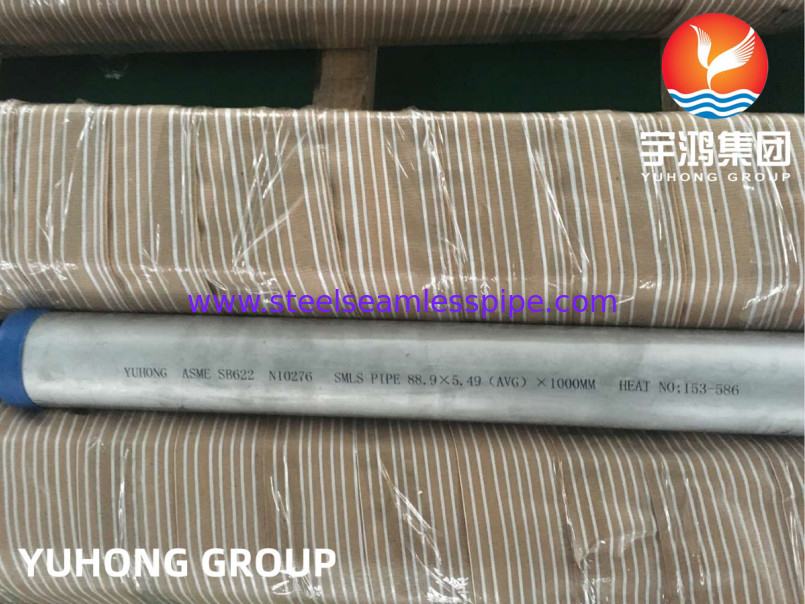
| Model Number: | ASME SB622 UNS N10276 (C-276 / DIN2.4819 ) |
| Minimum Order Quantity: | 100kg |
|---|---|
| Price: | NEGOTIABLE |
| Packaging Details: | Ply-wooden Case /Iron Case/ Bundle with plastic Cap |
| Delivery Time: | Depends on Quantity |
| Payment Terms: | T/T, L/C |
| Supply Ability: | According To Client's Requirement |
| Product Name: | Nickel Allly Seamless Pipe | Standard: | ASME SB622 |
|---|---|---|---|
| Material: | Hastelloy C-276, N10276, DIN2.4819 | Surface: | Pickled And Annealed, Bright Annealed, Polished |
| Type: | Coil,U Tube,staight | Application: | Boiler Pipe,Structure Pipe,Oil Pipe,Chemical Fertilizer Pipe,Fluid Pipe |
| Length: | Customized | End: | Plain End, Beveled End |
| High Light: | ASTM B626 Hastelloy C276 Seamless Pipe,2.4819 Hastelloy C276 Seamless Pipe,ASTM B622 Hastelloy C276 Tube |
||
Contact Person: Phoebe Yang
Tel: 0086-18352901472
Fax: 0086-574-88017980