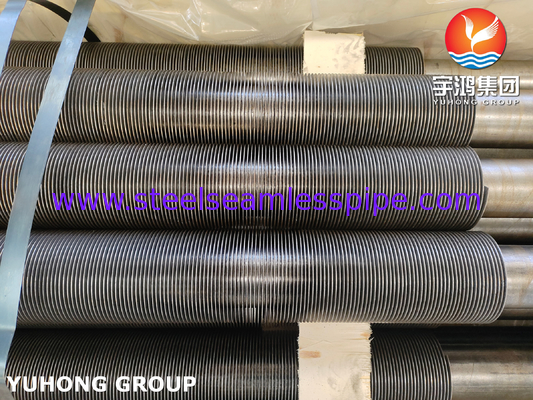
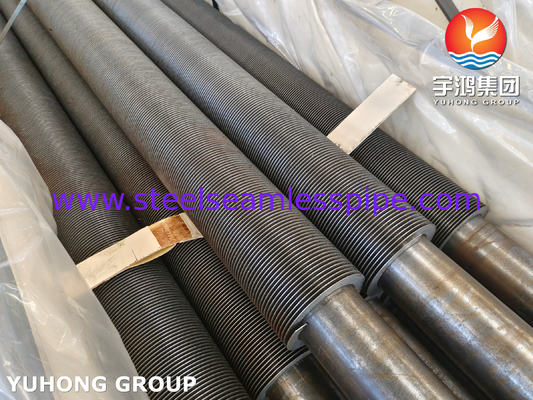
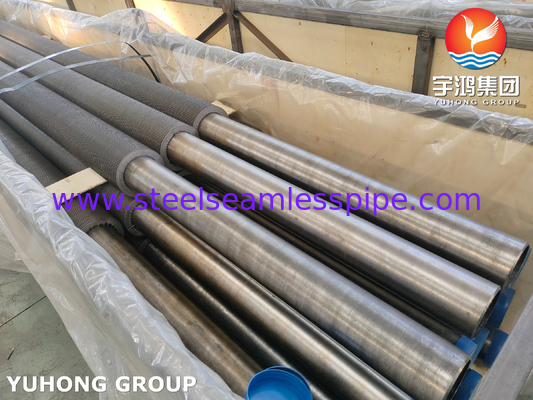
ASME SA106 Gr.B Carbon Steel High Frequency Welded Fin Tube Condenser
ASME SA106 Gr.B is a seamless steel pipe material in the American ASME standard with a yield strength of 241,000 psi, a tensile strength of 413,000 psi, and a density of 0.285 lb/in3. This steel pipe material is widely used in high temperature and high pressure petroleum, chemical, electric power and other industrial fields, as a fluid transport pipeline, boiler pipeline, heat exchanger pipeline and so on.
ASME SA106 Gr.B seamless steel pipe has excellent high temperature performance and corrosion resistance, can be used in the temperature range of -29℃ to +482℃ for a long time, and can withstand the erosion of a variety of corrosive media. In addition, the steel pipe also has good processing and welding properties, easy to process and weld, and can meet the requirements of various complex pipeline systems.It is mainly used for heating surface pipes of low and medium pressure boilers (working pressure is generally not more than 5.88Mpa, working temperature below 450℃); For high pressure boilers (working pressure is generally above 9.8Mpa, working temperature between 450℃ ~ 650℃) heating surface pipe, economizer, superheater, reheater, petrochemical industry pipe, etc.
Manufacturing technology of high-frequency welded fin tube
(1) Steel pipe procurement and reinspection: steel pipe should be purchased in accordance with the standards and technical terms required by the drawings; After returning to the factory, the reinspection should be carefully carried out, and the content of the reinspection should include: checking whether the quantity, specifications and materials are consistent, and whether the relevant material certification materials and inspection reports are complete and effective; Check the appearance and geometric size of the root, and check the chemical composition and mechanical properties of the material according to the furnace and batch number respectively; At least 10% of the materials that require superexploration on a root by root basis should be sampled for superexploration.
(2) Preparation before finning and welding: the surface state of the steel pipe must be conducive to winding, and the surface of the optical pipe should be free of pits, dents, overlaps and grooves. Before welding, it is necessary to remove the oxide, grease and impurities on the outer surface of the base tube that affect the welding quality and the coating, usually using polishing or sandblasting treatment, fin tube winding with fin, using thin steel plate to open the tape, and cutting the whole roll of thin steel plate to the required width according to the required fin height;
(3) fin winding welding: the steel pipe to be wound is installed on the fin winding welding machine, and the fin is welded according to the qualified winding welding process, and the fin tube is welded on the moving side of the fixed guide rail until the required welding length is reached;
(4) Inspection and test: the appearance inspection and scraping and stripping inspection of the wound finned tube are carried out one by one, and the test results should conform to the drawings and technical requirements
Please. Then the hydraulic test is carried out one by one, the test pressure is 1.5 times the design pressure or the drawing requirements, and the pressure holding time is not less than 5 minutes;
(5) Fin protection: the fin tube is cleaned with compressed air after manufacturing. The outer surface of the finned tube, carbon steel and alloy steel finned tube is sprayed with anti-corrosion paint, and the surface of the stainless steel finned tube is sprayed with gloss oil after inspection. The two ends of the finned tube are protected with caps to prevent water and debris from entering the tube.
The main advantages of high-frequency welded fin tubes are:
① High production efficiency, continuous winding production;
②Low cost, it relies on the characteristics of high-frequency welding itself -- skin effect heating the surface of the workpiece, to achieve the purpose of welding, the welding process does not need to add any filler metal materials;
③Because the high frequency current only passes on the shallow surface of the steel pipe, the welding heat affected zone is small, so the additional amount of wall thickness caused by this need not be considered in the design calculation; The workpiece does not need to be heat treated after welding;
④Solid welding, in the case of reasonable equipment configuration and perfect process parameters, it can achieve solid welding between the fin and the steel pipe, and can withstand thermal shock fluctuations caused by frequent opening and shutdown.
Because high-frequency welded fin tube has the above advantages, it is more and more widely used in the petroleum, chemical, electric power and other industries of new efficient heat transfer elements, to strengthen the heat transfer outside the tube, improve the recovery of heat efficiency, energy saving and consumption reduction purposes.
ASTM A106/ASME SA106 Gr.A /B/C Chemical position
| Grade |
A |
B |
C |
| C |
0.25 |
0.3 |
0.35 |
| Mn |
0.27-0.93 |
0.29-1.06 |
0.29-1.06 |
| P |
0.035 |
0.035 |
0.035 |
| S |
0.035 |
0.035 |
0.035 |
| Si |
≥0.10 |
≥0.10 |
≥0.10 |
| Cr |
0.4 |
0.4 |
0.4 |
| Cu |
0.4 |
0.4 |
0.4 |
| Mo |
0.15 |
0.15 |
0.15 |
| Ni |
0.4 |
0.4 |
0.4 |
| V |
0.08 |
0.08 |
0.08 |
ASTM A106/ASME SA106 grade A, B and C Tensile Requirement
| Grade |
Grade A |
Grade B |
Grade C |
| Tensile Strength, min., psi |
48000 |
60000 |
70000 |
| Yield Strength, min., psi |
30000 |
35000 |
40000
|


 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!